-
CB/Z 94-68 黑色金属磷化技术条件
-
-
CB/Z 94-68. 一、引言 1. CB/Z 94适用于黑色金属一- 船体钢板,船舶附件以及各种机械零件的磷化处理。 2..上述材料的零件经磷化处理后,在零件表面生成一层完正的磷化膜,该磷化膜作为油漆的底层可显著地提高漆膜与基金属的粘附力;改善材料,零件的防锈性能。如表面经浸油后可使零件进一步增
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 95-67 柴油机管子化学清洗方法
-
-
CB/Z 95-67. CB/Z 95适用于柴油机新、旧管子的化学清洗。 总则 1.管路的化学清洗根据管子口径大小不同,允許在成型前或成型后进行:但必须是經液压試驗台格的管子。 二、技术要求 2.鐧管清洗: ( 1 )管子表面未去油封的或有严重污油的用柴油式汽油下脚进行擦洗,然后进行化学除油。 (
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 106-68 鋁合金船体結构铆接分类及质量檢驗要求
-
-
CB/Z 106-68. CB/Z 106适用于鋁合金鉚接、鐧鋁混合秸构鉚接的船舶、船用設备及鋁合金鉚接的水面浮动建筑。 一、分类 1.鉚接縫可分为: (1)按用途一坚固接縫、紧密接縫和坚固紧密接疑。 (2)按铆釘类型一-平头、半园头和埋头的鉚釘接縫。 (3)按鉚接雾件的粘构---板材鉚接、型材鉚接
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 54-81 电解镀锌
-
-
CB/Z 54-81. CB/Z 54适用于钢、铜和铜合金零件表面的镀锌。 1镀前处理 1.1镀前处理,应根据零件表面油污和锈蚀的程度,采取不同的方法处理。处理后零件表面应洁净无垢,呈现金属光泽,并应暴露基体的结晶组织。 1.2零件的油污特别严重的应先擦刷去除油污,然后可根据油污不同程度分别用表1配
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 66-87 铜板的焊接
-
-
CB/Z 66-87. CB/Z 66适用于GB 2040-- 80《纯铜板》的焊接 1焊前准备 1.1 铜板焊接接头的结构尺寸按表I规定。 1.2 焊接坡口加工应用机械方法,并去除毛刺,保证坡口表面光洁平整. 1.3 焊接前应将焊丝、坡口及坡口两边不小于30mm范围内用机械方法或化学方法进行清理,
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 67-73 碳弧气刨使用技术条件
-
-
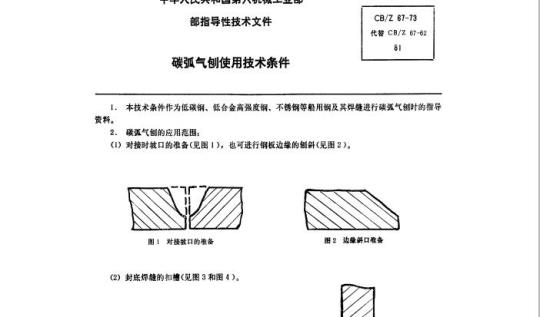
CB/Z 67-73. 1. CB/Z 67作为低碳钢、低合金高强度钢、不锈钢等船用钢及其焊缝进行碳弧气刨时的指导资料。 2.碳弧气刨的 应用范围: (1)对接时坡口的准备(见图1 ),也可进行钢板边缘的刨斜(见图2 )。 (3)清除钢材和焊缝上的缺陷并开好焊接坡口。 (4)拆卸结构时清除焊缝。 (
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 69-86 铸钢艉柱手工焊接工艺
-
-
CB/Z 69-86. CB/Z 69适用于单螺旋桨中小型船舶铸钢艉柱分段装配手工焊接工艺。 1一般要求 1.1装焊 前的艉柱铸钢件应有验船部的产品合格证,并标有相应的船检钢印。 1.2装焊前对艉柱按缝两侧各100m m范围应进行超声波探伤,如有不允许存在的缺陷经修补后方可进行装焊。. 1.3 焊I
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 70-86 钢铁铸锻件的正火与退火
-
-
CB/Z 70-86. 1适用范围 CB/Z 70适用于船用钢铁铸锻件的预先热处理或最终热处理。 2术语及应用范围 2.1 正火 2.1.1将钢铁加热到Acs、Accm 或AE以上适当温度,保温- -定时间后在空气中冷却。 2.1.2 主要应用范围 a. 作为中低碳钢、低合金钢铸锻件消除应力细化组织
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 71-80 3~22mm钢板无坡口双面自动对接焊
-
-
CB/Z 71-80. 一、总则 1 .CB/Z 71适用于3~22mm船舶结构用低碳和低合金钢板的无坡口双面自动对接焊。 2.对于可以采用埋弧自动焊的平面及倾斜角度,纵向不大于8°,横向不大于120的对接板缝, 均可按照此I艺方法施焊。在有纵向倾斜时,尽量采用上行焊,以免造成夹渣。 3.焊丝与焊剂
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
-
CB/Z 35-86 水面舰艇系泊装置及拖曳装置设计规则
-
-
CB/Z 35-86. CB/Z 35适用于正常排水量为1000t以下各种排水型的水面战斗舰艇、登陆舰艇和辅助舰船。 1系泊装置 1.1 一般要求 1.1.1系泊装置应保证舰艇在停泊时其左、右舷和艉部能与码头系结;同时也能与其他舰艇或在浮筒(水鼓)上系泊。 1.1.2系泊装置的布置应与锚装置和拖曳装
2025-04-16 类别:船舶行业标准(CB)+ 查看标准
-
- CB/T 4159-2011 船用法兰柱塞阀 06-15
- CB/T 254-1997 船底放泄螺塞 12-29
- CB/T 4004-2005 J类法兰铸钢2.0MPa截止阀 02-27
- CB/T 3942-2002 法兰不锈钢截止阀 08-12
- CB/T 4151-2011 船舶坞内移位落墩工艺要求 06-14
- CB/T 4159-2011 船用法兰柱塞阀 06-14
- CB/T 3919-1999 船用颠倒采水器架 06-01
- CB/T 3939-2000 水下电连接器 08-12
- CB* 3061-1987 合金钢卸扣 01-14
- CB/T 290-1995 导链滚轮 11-26
- CB/T 4164-2011 船用组合式放泄阀 06-15
- CBM 2056-1982 船用钢质单扇非水密门 09-21
- CBM 1007-1981 16kgf/cm2铸铁、铸钢法兰 09-20
- CB 254-1982 船底放泄螺塞 01-01
- CB 1292-1996 鱼雷电爆活门通用规范 09-03
- CB/Z 32-1977 受风面积计算 01-01
- CB/T 3197-1995 法兰铸钢海水截止止回阀 04-10
- CB 3057-1979 内螺纹球铁直通止回阀 01-01
- CB/T 3397-1993 船用阀门静压寿命试验 08-27
- CB/Z 162-1979 压电陶瓷材料残胀系数ā1测量方法 01-01
- CB/T 3800-1997 船用双速换向组合阀 10-17
- CB/T 4006-2005 J类法兰铸钢4.0MPa截止阀 04-11
- CB* 3218-1984 货、油舱直梯 10-13
- CB/T 3798-1997 船舶钢质舾装件涂装要求 10-17