- 您的位置:
- 标准下载网 >>
- 标准分类 >>
- 航天工业行业标准(QJ) >>
- QJ 3117-1999 航天电子电气产品手工焊接工艺技术要求
【航天工业行业标准(QJ)】 航天电子电气产品手工焊接工艺技术要求
本网站 发布时间:
2025-03-01 11:36:08
- QJ3117-1999
- 现行
标准号:
QJ 3117-1999
标准名称:
航天电子电气产品手工焊接工艺技术要求
标准类别:
航天工业行业标准(QJ)
标准状态:
现行-
发布日期:
1999-04-02 -
实施日期:
1999-11-30 出版语种:
简体中文下载格式:
.rar.pdf下载大小:
4.21 MB
替代情况:
QJ/Z 160-1985
部分标准内容:
中国航天工业总公司航天工业行业标准航天电子电气产品手工焊接工艺技术要求范围
1.1主题内容
本标准规定了航天电子电气产品手工焊接全过程的工艺技术要求。1.2适用范围
本标准适用于航天电子电气产品手工焊接的操作、检验和验收。引用文件
GB678-90
GB3131-88
GB9491-88
QJ165A-95
QJ2465-93
QJ2711-95
QJ2940-97
QJ3011-98
QJ3012-98
QJ/Z146-85
QJ/Z147-85
3定义
本章无条文。
4一般要求
4.1环境条件
化学试剂乙醇(无水乙醇)
锡铅焊料
锡焊用液态焊剂(松香基)
航天电子电气产品安装通用技术要求片状电阻器、电容器手工表面装联工艺技术要求静电放电敏感器件安装工艺技术要求航天电子电气产品修复和改装技术要求航天电子电气产品焊接通用技术要求航天电子电气产品元器件通孔安装技术要求导线端头处理工艺细则
电子元器件糖锡工艺细则
4.1.1手工焊接操作场地的环境条件应符合QJ165A中3.1.4条的要求。4.1.2静电放电敏感器件的安装和焊接应符合QJ2711的要求。中国航天工业总公司1999-04-02批准QJ3117-99
代替QJ/Z160-85
1999-11-30实施
QJ3117-99
4.1.3操作场地不允许进行使空气中产生悬浮物的工作或其它活动。操作中产生的有害气体应采取措施排除或处理,并符合国家有关标准和法规的要求。4.2设备和工具
手工焊接使用的设备和工具应符合QJ165A中3.1.9条的要求。4.2.1电烙铁
手工焊接用的电烙铁应满足下列要求:a.手工焊接应使用温度能自动控制的电烙铁,烙铁的温度应定期校验;b.烙铁头的大小应满足焊接空间和连接点的需要,不应造成邻近区域元器件和连接点的损伤;
c.除采用自动调节功率电烙铁外,印制电路板组装件的焊接一般采用30~50W电烙铁。微型器件及片状元件的焊接建议采用10~20W电烙铁;大型接线端子和接地线的焊接建议采用5075W电烙铁;
d.电烙铁工作时应保证良好接地。大地与烙铁头部的电位差不得大于2mV(有效值),测量方法见附录A(参考件)。电烙铁以及相关工艺设备的磁场,在元器件或零件的任意表面上测量,不应大于2×10-T。
4.2.2剥线工具
4.2.2.1导线绝缘层的剥除一般应使用热控型剥线工具。4.2.2.2机械剥线应采用不可调钳口的精密剥线钳,并做到钳口与导线规格选择的唯一性。
4.2.3剪切和成型工具
4.2.3.1剪切工具应保证导线或引线的切口整齐,无毛刺,无多余棱边或尖角。剪切多余的导线或引线应使用留屑钳。
4.2.3.2元器件引线成型一般应用专用工具、设备完成。成型部位无棱角。成型时,弯曲部位应保证一定的弯曲半径,以消除应力。4.2.4塘铝锅
元器件引线和导线端头糖锡应采用温控型携锡锅,工作时保证接地良好。4.3焊料焊剂
4.3.1除特殊要求外,手工焊接一般应采用符合GB3131的HLSn60Pb或HLSn63Pb线状焊料,焊料直径按连接点的大小选择。4.3.2采用焊剂芯焊料或液态焊剂时,应采用符合GB9491的R型或RMA型焊剂。导线、电缆的焊接不应使用RA型焊剂,其它场合使用RA型焊剂应得到有关部门的批准。4.4溶剂
用于清除油脂、污物、焊剂残渣的溶剂应采用非导电和非腐蚀性物质,应根据不同的清洗对象选择相应的清洗溶剂。常用的溶剂有无水乙醇、异丙醇、航空洗涤汽油、三氯三氟乙烷等。
5详细要求
5.1焊接前准备
QJ3117-99
5.1.1导线端头处理按QJ/Z146的要求执行。在导线绝缘层剥除后,导线线芯不应出现刻痕、断股及其它形式的损伤。绝缘层根部不应烧焦。5.1.2元器件引线或焊接端子的塘锡按QJ/Z147的要求执行。5.1.3镀金的导线芯线、元器件引线和各种接线端子的焊接部位,需经锡处理后才能进行焊接。
5.1.4元器件引线成型按QJ165A的3.2.2.6条和QJ3012的4.3.8条的要求执行。5.2元器件和导线的安装
5.2.1元器件在印制电路板上的安装元器件通孔插装应符合QJ3012的要求。片状元件安装应符合QJ2465的要求。5.2.2元器件与接线端子的安装
元器件与接线端子安装时,一般应安装在两个接线端子的对中位置,并应采取应力消除措施。
5.2.3导线与接线端子的安装
5.2.3.1导线与接线端子的安装应符合QJ3012的5.9.5条的要求。5.2.3.2导线在接线端子上缠绕最少为1/2圈,但不得超过一圈。对于直径小于0.3mm的导线,最多可缠绕3圈。
5.2.3.3与接线端子连接部位的导线截面积一般不应超过接线端子接线孔的截面积。每个接线端子上一般不应超过三根导线。5.3焊接
手工焊接应符合QJ165A和QJ3011的有关技术要求。5.3.1手工焊接的工艺流程
5.3.1.1工艺流程图
手工焊接的工艺流程图见图1。
电熔铁准备www.bzxz.net
加焊料
5.3.1.2主要工序说明
清洁处理
图1手工焊接工艺流程图
加焊剂
5.3.1.2.1电烙铁准备:烙铁头应完全插人加热器内,加热部分与手柄应牢固可靠。将烙铁头加热至可以熔化焊料的温度,在头部浸一层薄而均匀的焊料,并用清洁潮湿的海绵或湿布擦拭烙铁头表面。
5.3.1.2.2清洁处理:待焊的导线、元器件引线、接线端子及印制电路板均应进行清洁处理,并保证其可焊性。
5.3.1.2.3加焊剂:所有焊接部位均应使用焊剂。使用液态焊剂时,应薄而均匀地涂于连接部位;使用带焊剂芯的线状焊料时,除重焊或返工外,不再使用液态焊剂。5.3.1.2.4加热:将电烙铁置于连接部位,热能通过焊剂迅速传递并达到焊接温度。应避免过长的加热时间,过高的压力和温度。对电子元器件的焊接,建议熔铁头部温度为280℃,3
但任何情况下不得超过320℃。
QJ3117-99
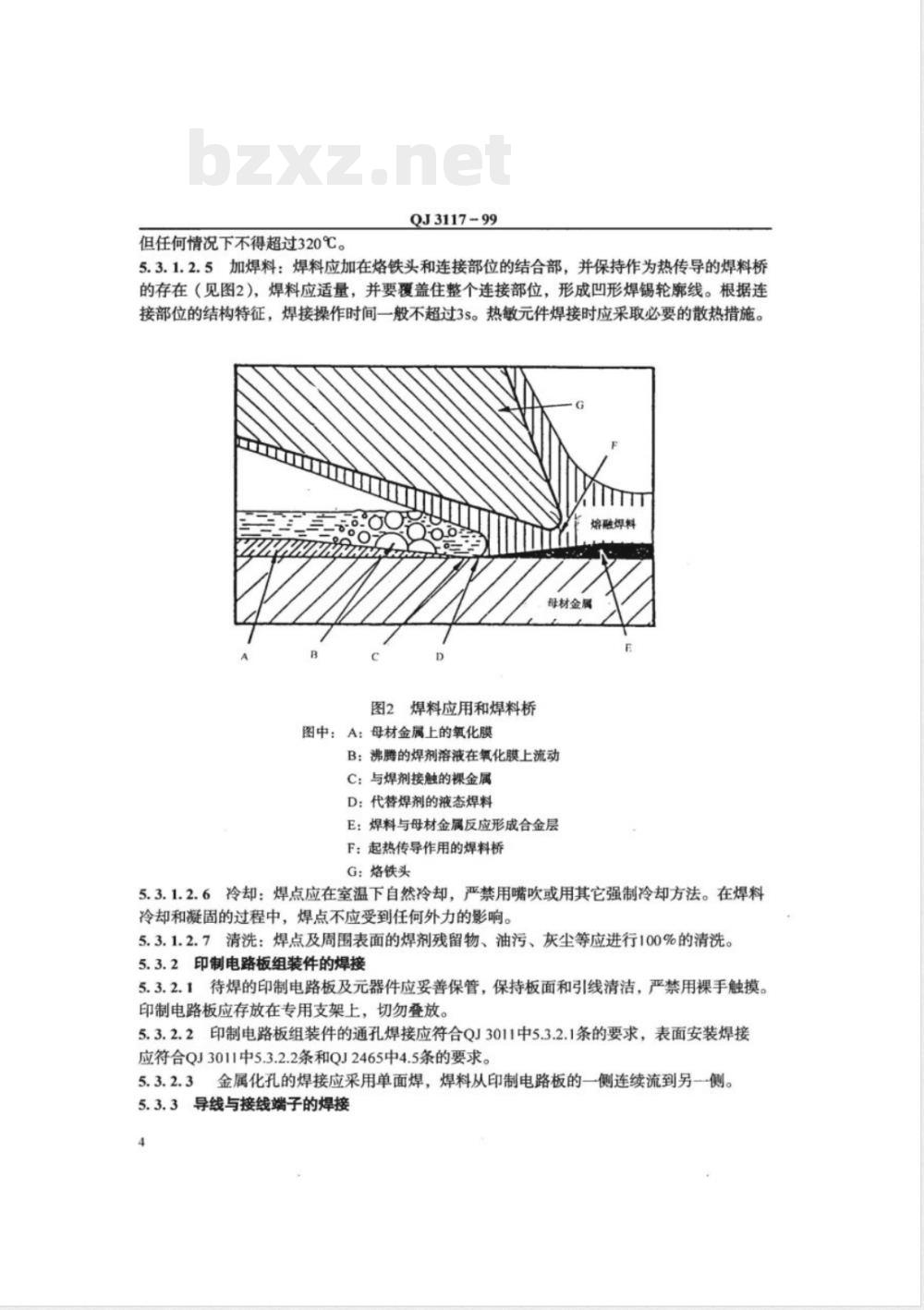
5.3.1.2.5加焊料:焊料应加在烙铁头和连接部位的结合部,并保持作为热传导的焊料桥的存在(见图2),焊料应适量,并要覆盖住整个连接部位,形成凹形焊锡轮廓线。根据连接部位的结构特征,焊接操作时间一般不超过3S。热敏元件焊接时应采取必要的散热措施。熔融焊料
母材金属
图2焊料应用和焊料桥
图中:A:母材金属上的氧化膜
B:沸腾的焊剂溶液在氧化膜上流动C:与焊剂接触的裸金属
D:代替焊剂的液态焊料
E:焊料与母材金属反应形成合金层F:起热传导作用的焊料桥
G:烙铁头
5.3.1.2.6冷却:焊点应在室温下自然冷却,严禁用嘴吹或用其它强制冷却方法。在焊料冷却和凝固的过程中,焊点不应受到任何外力的影响。5.3.1.2.7清洗:焊点及周围表面的焊剂残留物、油污、灰尘等应进行100%的清洗。5.3.2印制电路板组装件的焊接
5.3.2.1待焊的印制电路板及元器件应妥善保管,保持板面和引线清洁,严禁用裸手触摸。印制电路板应存放在专用支架上,切勿叠放。5.3.2.2印制电路板组装件的通孔焊接应符合QJ3011中5.3.2.1条的要求,表面安装焊接应符合QJ3011中5.3.2.2条和QJ2465中4.5条的要求。5.3.2.3金属化孔的焊接应采用单面焊,焊料从印制电路板的一侧连续流到另一侧。5.3.3导线与接线端子的焊接
QJ3117-99
5.3.3.1在焊接过程中,导线与接线端子之间不应出现相对移动。在焊料凝固时,导线不应因受回弹力的作用而在焊接部位产生残余应力。5.3.3.2导线与接线端子的焊接应符合QJ3011中5.3.1条的要求。5.3.3.3导线绝缘层与焊点之间应有可见间距,并符合如下要求:a最小间距:绝缘层不应被焊料埋没或包围,不应被熔化、烧焦或使其直径缩小。b.最大间距:应为导线直径(包括绝缘层)的二倍或1.6mm,取二者的较大值,但不应造成相邻导电体的短路。
5.4焊点返工
5.4.1对有缺陷的焊点允许返工,每个焊点的返工次数不得超过三次。5.4.2对以下类型的焊点缺陷,可以对焊点重熔,必要时,可添加焊剂和焊料。a。焊料不足或过量;
b.冷焊点;
焊点裂纹或焊点位移;
焊料润湿不良;
焊点表面有麻点、孔或空洞;
连接处母材金属暴露;
焊点拉尖、桥接。
5.4.3需解焊后重新焊接的焊点返工,应符合本标准和QJ2940的要求。5.4.4经返工的焊点均应符合本标准及相关标准的技术要求,并重新检验。5.5检验
5.5.1航天电子电气产品的焊点及连接部位均需检验。5.5.2采用目测检验焊点外观,并可借助4~10倍放大镜。5.5.3对有争议焊点的仲裁应符合QJ3011的5.4.2条规定。5.5.4合格焊点的判定:
只有符合下列要求的焊点,才能判定为合格焊点。焊点表面光滑、明亮,无针孔或非结晶状态;a.
b。焊料应润湿所有焊接表面,形成良好的焊锡轮廓线,润湿角一般应小于30°;焊料应充分覆盖所有连接部位,但应略显导线或引线外形轮廊,焊料不足或过量C
都是不允许的,见图3;
d。焊点和连接部位不应有划痕、尖角、针孔、砂眼、焊剂残渣、焊料飞溅物及其它异物;
e焊料不应呈滴状、尖峰状,相邻导电体间不应发生桥接;f.焊料或焊料与连接件之间不应存在裂缝、断裂或分离;g。不应存在冷焊或过热连接;
h印制电路板、导线绝缘层和元器件不应过热焦化发黑。印制电路板基材不应分层起泡,印制导线和焊盘不应分离起翘。5.5.5常见焊点的评判:
a.塔型接线端子的焊点应符合图4的要求。5
QJ3117-99
叉型接线端子的焊点应符合图5的要求。钩型接线端子的焊点应符合图6的要求。杯型接线端子的焊点应符合图7的要求。穿孔型接线端子的焊点应符合图8的要求。e.
导线卷绕
印制电路板上直插引线的焊点应符合图9的要求。印制电路板上打弯引线的焊点应符合图10的要求。扁平封装器件的焊点应符合图11的要求。片状元件的焊点应符合图12的要求。焊料不足的范围
图3焊料不足和过量
焊料流动充分遍布
接线端子根部
导线外形可辨
糖锅导线上的焊料
没有裸露的铜线
图4塔形端子的焊点
焊料过量
可接受的范围
糖锅导线上的焊料
没有裸露的铜线
导线的外形可辨
图5叉形端子的焊点
焊接良好
没有裸露的钢线
专导线外形可辨
QJ3117-99
糖锅导线上的焊料
图6钩型接线端子的焊点
糖锡导线上的焊料
导线外形可辨
导线外形可辨
携锅引线上的焊料
焊缝呈凸面
面不是凹面
图7杯型接线端子的焊点
没有裸露的铜线
导线卷绕
穿孔型接线端子的焊点
没有裸露的铜线
良好的润湿角
QJ3117-99
焊盘区焊料的流动良好
良好的润湿角
引线直插的焊点
焊料润湿角
根部焊接轮廊线
焊料良好的流动焊盘区
扁平引线的焊点
没有棵露的铜线
良好的润湿角
焊盘区焊料的流动良好
良好的狗湿角
图10引线打弯的焊点
良好的焊缝
良好的流动焊盘区
图12片状元件的焊点
A1测量设备
QJ3117-99
附录A
测量烙铁头电位差的方法
(参考件)
A1.1所用仪表的精度和技术指标应能满足测量要求。电压表应有定期检定标记。A1.2仪表及材料:
电压表:精度±10%(2mV有效值);a.
频率范围50~500Hz;
输人电阻10Mα。
连接电缆:屏蔽电缆与鳄鱼夹相连。b.
c.地接线柱:测量探针与鳄鱼夹相连。d.导电板:厚度0.2~0.5mm,尺寸19mm×48mm的紫铜金属薄片。e.
带松香芯的HLSn60Pb焊料。
测量方法
A2.1准备
A2.1.1导电板的准备:
清除紫铜金属薄片表面的油污、氧化物。用电烙铁在金属薄片上糖锡,见图A1。焊料
图AI导电板的准备
A2.1.2连接测量电路,见图A2。A2.2测量
A2.2.1测量试验系统的电压有效值A2.2.1.1接通电压表和电烙铁电源,将温控电烙铁的温度调至最高温度。电烙铁应预热15min。
A2.2.1.2记录电压表的读数U,(试验系统的电压)。A2.2.2测量电烙铁的电压有效值A2.2.2.1测量电路按图A3的要求连接。A2.2.2.2将烙铁头紧紧压在导电板的焊料层上,保持30s,使电压稳定。A2.2.2.3记录电压表的读数U2。9
QJ3117-99
A2.2.3按式A1计算烙铁头与大地的电位差。U=U2-U,..
式中:U一烙铁头与大地的电位差,mV;U,一测试系统电压有效值,mV;Uz一电烙铁的电压有效值,mV。电烙铁
导电板
导电板
加热元件
控制部分
地接线柱
电压表
图A2测试系统电压有效值的测量电路电烙铁
加热元件
地接线柱
控制部分
电压表
图A3电烙铁电压的测量
双联插座
...(A1)
双联插座
附加说明:
QJ3117-99
本标准由中国航天工业总公司七O八所提出。本标准由中国航天工业总公司二OO厂负责起草。本标准主要起草人:华革。
本标准主要审查人:刘正川、王自旗、韩象衡、宋久春、王晓明、孙明福、鲁福顺、张立定、刘尚志、马生栋、郭树晓、沈月琴、章倩渝、何卫平、温滨、唐振华、齐体健、
姜培安、鲁永葆、任耀堂、邢振安。H
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
1.1主题内容
本标准规定了航天电子电气产品手工焊接全过程的工艺技术要求。1.2适用范围
本标准适用于航天电子电气产品手工焊接的操作、检验和验收。引用文件
GB678-90
GB3131-88
GB9491-88
QJ165A-95
QJ2465-93
QJ2711-95
QJ2940-97
QJ3011-98
QJ3012-98
QJ/Z146-85
QJ/Z147-85
3定义
本章无条文。
4一般要求
4.1环境条件
化学试剂乙醇(无水乙醇)
锡铅焊料
锡焊用液态焊剂(松香基)
航天电子电气产品安装通用技术要求片状电阻器、电容器手工表面装联工艺技术要求静电放电敏感器件安装工艺技术要求航天电子电气产品修复和改装技术要求航天电子电气产品焊接通用技术要求航天电子电气产品元器件通孔安装技术要求导线端头处理工艺细则
电子元器件糖锡工艺细则
4.1.1手工焊接操作场地的环境条件应符合QJ165A中3.1.4条的要求。4.1.2静电放电敏感器件的安装和焊接应符合QJ2711的要求。中国航天工业总公司1999-04-02批准QJ3117-99
代替QJ/Z160-85
1999-11-30实施
QJ3117-99
4.1.3操作场地不允许进行使空气中产生悬浮物的工作或其它活动。操作中产生的有害气体应采取措施排除或处理,并符合国家有关标准和法规的要求。4.2设备和工具
手工焊接使用的设备和工具应符合QJ165A中3.1.9条的要求。4.2.1电烙铁
手工焊接用的电烙铁应满足下列要求:a.手工焊接应使用温度能自动控制的电烙铁,烙铁的温度应定期校验;b.烙铁头的大小应满足焊接空间和连接点的需要,不应造成邻近区域元器件和连接点的损伤;
c.除采用自动调节功率电烙铁外,印制电路板组装件的焊接一般采用30~50W电烙铁。微型器件及片状元件的焊接建议采用10~20W电烙铁;大型接线端子和接地线的焊接建议采用5075W电烙铁;
d.电烙铁工作时应保证良好接地。大地与烙铁头部的电位差不得大于2mV(有效值),测量方法见附录A(参考件)。电烙铁以及相关工艺设备的磁场,在元器件或零件的任意表面上测量,不应大于2×10-T。
4.2.2剥线工具
4.2.2.1导线绝缘层的剥除一般应使用热控型剥线工具。4.2.2.2机械剥线应采用不可调钳口的精密剥线钳,并做到钳口与导线规格选择的唯一性。
4.2.3剪切和成型工具
4.2.3.1剪切工具应保证导线或引线的切口整齐,无毛刺,无多余棱边或尖角。剪切多余的导线或引线应使用留屑钳。
4.2.3.2元器件引线成型一般应用专用工具、设备完成。成型部位无棱角。成型时,弯曲部位应保证一定的弯曲半径,以消除应力。4.2.4塘铝锅
元器件引线和导线端头糖锡应采用温控型携锡锅,工作时保证接地良好。4.3焊料焊剂
4.3.1除特殊要求外,手工焊接一般应采用符合GB3131的HLSn60Pb或HLSn63Pb线状焊料,焊料直径按连接点的大小选择。4.3.2采用焊剂芯焊料或液态焊剂时,应采用符合GB9491的R型或RMA型焊剂。导线、电缆的焊接不应使用RA型焊剂,其它场合使用RA型焊剂应得到有关部门的批准。4.4溶剂
用于清除油脂、污物、焊剂残渣的溶剂应采用非导电和非腐蚀性物质,应根据不同的清洗对象选择相应的清洗溶剂。常用的溶剂有无水乙醇、异丙醇、航空洗涤汽油、三氯三氟乙烷等。
5详细要求
5.1焊接前准备
QJ3117-99
5.1.1导线端头处理按QJ/Z146的要求执行。在导线绝缘层剥除后,导线线芯不应出现刻痕、断股及其它形式的损伤。绝缘层根部不应烧焦。5.1.2元器件引线或焊接端子的塘锡按QJ/Z147的要求执行。5.1.3镀金的导线芯线、元器件引线和各种接线端子的焊接部位,需经锡处理后才能进行焊接。
5.1.4元器件引线成型按QJ165A的3.2.2.6条和QJ3012的4.3.8条的要求执行。5.2元器件和导线的安装
5.2.1元器件在印制电路板上的安装元器件通孔插装应符合QJ3012的要求。片状元件安装应符合QJ2465的要求。5.2.2元器件与接线端子的安装
元器件与接线端子安装时,一般应安装在两个接线端子的对中位置,并应采取应力消除措施。
5.2.3导线与接线端子的安装
5.2.3.1导线与接线端子的安装应符合QJ3012的5.9.5条的要求。5.2.3.2导线在接线端子上缠绕最少为1/2圈,但不得超过一圈。对于直径小于0.3mm的导线,最多可缠绕3圈。
5.2.3.3与接线端子连接部位的导线截面积一般不应超过接线端子接线孔的截面积。每个接线端子上一般不应超过三根导线。5.3焊接
手工焊接应符合QJ165A和QJ3011的有关技术要求。5.3.1手工焊接的工艺流程
5.3.1.1工艺流程图
手工焊接的工艺流程图见图1。
电熔铁准备www.bzxz.net
加焊料
5.3.1.2主要工序说明
清洁处理
图1手工焊接工艺流程图
加焊剂
5.3.1.2.1电烙铁准备:烙铁头应完全插人加热器内,加热部分与手柄应牢固可靠。将烙铁头加热至可以熔化焊料的温度,在头部浸一层薄而均匀的焊料,并用清洁潮湿的海绵或湿布擦拭烙铁头表面。
5.3.1.2.2清洁处理:待焊的导线、元器件引线、接线端子及印制电路板均应进行清洁处理,并保证其可焊性。
5.3.1.2.3加焊剂:所有焊接部位均应使用焊剂。使用液态焊剂时,应薄而均匀地涂于连接部位;使用带焊剂芯的线状焊料时,除重焊或返工外,不再使用液态焊剂。5.3.1.2.4加热:将电烙铁置于连接部位,热能通过焊剂迅速传递并达到焊接温度。应避免过长的加热时间,过高的压力和温度。对电子元器件的焊接,建议熔铁头部温度为280℃,3
但任何情况下不得超过320℃。
QJ3117-99
5.3.1.2.5加焊料:焊料应加在烙铁头和连接部位的结合部,并保持作为热传导的焊料桥的存在(见图2),焊料应适量,并要覆盖住整个连接部位,形成凹形焊锡轮廓线。根据连接部位的结构特征,焊接操作时间一般不超过3S。热敏元件焊接时应采取必要的散热措施。熔融焊料
母材金属
图2焊料应用和焊料桥
图中:A:母材金属上的氧化膜
B:沸腾的焊剂溶液在氧化膜上流动C:与焊剂接触的裸金属
D:代替焊剂的液态焊料
E:焊料与母材金属反应形成合金层F:起热传导作用的焊料桥
G:烙铁头
5.3.1.2.6冷却:焊点应在室温下自然冷却,严禁用嘴吹或用其它强制冷却方法。在焊料冷却和凝固的过程中,焊点不应受到任何外力的影响。5.3.1.2.7清洗:焊点及周围表面的焊剂残留物、油污、灰尘等应进行100%的清洗。5.3.2印制电路板组装件的焊接
5.3.2.1待焊的印制电路板及元器件应妥善保管,保持板面和引线清洁,严禁用裸手触摸。印制电路板应存放在专用支架上,切勿叠放。5.3.2.2印制电路板组装件的通孔焊接应符合QJ3011中5.3.2.1条的要求,表面安装焊接应符合QJ3011中5.3.2.2条和QJ2465中4.5条的要求。5.3.2.3金属化孔的焊接应采用单面焊,焊料从印制电路板的一侧连续流到另一侧。5.3.3导线与接线端子的焊接
QJ3117-99
5.3.3.1在焊接过程中,导线与接线端子之间不应出现相对移动。在焊料凝固时,导线不应因受回弹力的作用而在焊接部位产生残余应力。5.3.3.2导线与接线端子的焊接应符合QJ3011中5.3.1条的要求。5.3.3.3导线绝缘层与焊点之间应有可见间距,并符合如下要求:a最小间距:绝缘层不应被焊料埋没或包围,不应被熔化、烧焦或使其直径缩小。b.最大间距:应为导线直径(包括绝缘层)的二倍或1.6mm,取二者的较大值,但不应造成相邻导电体的短路。
5.4焊点返工
5.4.1对有缺陷的焊点允许返工,每个焊点的返工次数不得超过三次。5.4.2对以下类型的焊点缺陷,可以对焊点重熔,必要时,可添加焊剂和焊料。a。焊料不足或过量;
b.冷焊点;
焊点裂纹或焊点位移;
焊料润湿不良;
焊点表面有麻点、孔或空洞;
连接处母材金属暴露;
焊点拉尖、桥接。
5.4.3需解焊后重新焊接的焊点返工,应符合本标准和QJ2940的要求。5.4.4经返工的焊点均应符合本标准及相关标准的技术要求,并重新检验。5.5检验
5.5.1航天电子电气产品的焊点及连接部位均需检验。5.5.2采用目测检验焊点外观,并可借助4~10倍放大镜。5.5.3对有争议焊点的仲裁应符合QJ3011的5.4.2条规定。5.5.4合格焊点的判定:
只有符合下列要求的焊点,才能判定为合格焊点。焊点表面光滑、明亮,无针孔或非结晶状态;a.
b。焊料应润湿所有焊接表面,形成良好的焊锡轮廓线,润湿角一般应小于30°;焊料应充分覆盖所有连接部位,但应略显导线或引线外形轮廊,焊料不足或过量C
都是不允许的,见图3;
d。焊点和连接部位不应有划痕、尖角、针孔、砂眼、焊剂残渣、焊料飞溅物及其它异物;
e焊料不应呈滴状、尖峰状,相邻导电体间不应发生桥接;f.焊料或焊料与连接件之间不应存在裂缝、断裂或分离;g。不应存在冷焊或过热连接;
h印制电路板、导线绝缘层和元器件不应过热焦化发黑。印制电路板基材不应分层起泡,印制导线和焊盘不应分离起翘。5.5.5常见焊点的评判:
a.塔型接线端子的焊点应符合图4的要求。5
QJ3117-99
叉型接线端子的焊点应符合图5的要求。钩型接线端子的焊点应符合图6的要求。杯型接线端子的焊点应符合图7的要求。穿孔型接线端子的焊点应符合图8的要求。e.
导线卷绕
印制电路板上直插引线的焊点应符合图9的要求。印制电路板上打弯引线的焊点应符合图10的要求。扁平封装器件的焊点应符合图11的要求。片状元件的焊点应符合图12的要求。焊料不足的范围
图3焊料不足和过量
焊料流动充分遍布
接线端子根部
导线外形可辨
糖锅导线上的焊料
没有裸露的铜线
图4塔形端子的焊点
焊料过量
可接受的范围
糖锅导线上的焊料
没有裸露的铜线
导线的外形可辨
图5叉形端子的焊点
焊接良好
没有裸露的钢线
专导线外形可辨
QJ3117-99
糖锅导线上的焊料
图6钩型接线端子的焊点
糖锡导线上的焊料
导线外形可辨
导线外形可辨
携锅引线上的焊料
焊缝呈凸面
面不是凹面
图7杯型接线端子的焊点
没有裸露的铜线
导线卷绕
穿孔型接线端子的焊点
没有裸露的铜线
良好的润湿角
QJ3117-99
焊盘区焊料的流动良好
良好的润湿角
引线直插的焊点
焊料润湿角
根部焊接轮廊线
焊料良好的流动焊盘区
扁平引线的焊点
没有棵露的铜线
良好的润湿角
焊盘区焊料的流动良好
良好的狗湿角
图10引线打弯的焊点
良好的焊缝
良好的流动焊盘区
图12片状元件的焊点
A1测量设备
QJ3117-99
附录A
测量烙铁头电位差的方法
(参考件)
A1.1所用仪表的精度和技术指标应能满足测量要求。电压表应有定期检定标记。A1.2仪表及材料:
电压表:精度±10%(2mV有效值);a.
频率范围50~500Hz;
输人电阻10Mα。
连接电缆:屏蔽电缆与鳄鱼夹相连。b.
c.地接线柱:测量探针与鳄鱼夹相连。d.导电板:厚度0.2~0.5mm,尺寸19mm×48mm的紫铜金属薄片。e.
带松香芯的HLSn60Pb焊料。
测量方法
A2.1准备
A2.1.1导电板的准备:
清除紫铜金属薄片表面的油污、氧化物。用电烙铁在金属薄片上糖锡,见图A1。焊料
图AI导电板的准备
A2.1.2连接测量电路,见图A2。A2.2测量
A2.2.1测量试验系统的电压有效值A2.2.1.1接通电压表和电烙铁电源,将温控电烙铁的温度调至最高温度。电烙铁应预热15min。
A2.2.1.2记录电压表的读数U,(试验系统的电压)。A2.2.2测量电烙铁的电压有效值A2.2.2.1测量电路按图A3的要求连接。A2.2.2.2将烙铁头紧紧压在导电板的焊料层上,保持30s,使电压稳定。A2.2.2.3记录电压表的读数U2。9
QJ3117-99
A2.2.3按式A1计算烙铁头与大地的电位差。U=U2-U,..
式中:U一烙铁头与大地的电位差,mV;U,一测试系统电压有效值,mV;Uz一电烙铁的电压有效值,mV。电烙铁
导电板
导电板
加热元件
控制部分
地接线柱
电压表
图A2测试系统电压有效值的测量电路电烙铁
加热元件
地接线柱
控制部分
电压表
图A3电烙铁电压的测量
双联插座
...(A1)
双联插座
附加说明:
QJ3117-99
本标准由中国航天工业总公司七O八所提出。本标准由中国航天工业总公司二OO厂负责起草。本标准主要起草人:华革。
本标准主要审查人:刘正川、王自旗、韩象衡、宋久春、王晓明、孙明福、鲁福顺、张立定、刘尚志、马生栋、郭树晓、沈月琴、章倩渝、何卫平、温滨、唐振华、齐体健、
姜培安、鲁永葆、任耀堂、邢振安。H
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
标准图片预览:
- 其它标准
- 热门标准
- 航天工业行业标准(QJ)标准计划
- QJ3216.1-2005 真空扩散钎焊用锰镀层 第1部分:规范
- QJ3217-2005 潜在分析方法和程序
- QJ3214-2005 复合固体推进剂研制生产单位安全评价
- QJ1194.5-1987 教育系统数据 大学本科、专科科目分类及代码
- QJ1456A-1997 单自由度液浮速率积分陀螺仪通用规范
- QJ1000.112-1986 机床夹具零件及部件工艺卡片 固定手柄
- QJ1000.120-1986 机床夹具零件及部件工艺卡片 圆柱头调节支承
- QJ1000.123-1986 机床夹具零件及部件工艺卡片 螺钉支承
- QJ1000.141-1986 机床夹具零件及部件工艺卡片 侧装对刀块
- QJ2241A-2004 返回式卫星天线通用规范
- QJ1000.127-1986 机床夹具零件及部件工艺卡片 支承板
- QJ1000.18-1986 机床夹具零件及部件工艺卡片 压入式螺纹衬套(用于普通螺纹)
- QJ1000.37-1986 机床夹具零件及部件工艺卡片 光面压块
- QJ1318.2-1987 普通螺纹量规 双头锥度锁紧式螺纹塞规d=7~48mm
- QJ1145.16A-2007 焊接夹具零件及部件 第16部分:肋板定位器
请牢记:“bzxz.net”即是“标准下载”四个汉字汉语拼音首字母与国际顶级域名“.net”的组合。 ©2009 标准下载网 www.bzxz.net 本站邮件:[email protected]
网站备案号:湘ICP备2023016450号-1
网站备案号:湘ICP备2023016450号-1